







Cpk vs. Ppk: Understanding the Difference
Know the differences between Cpk and Ppk and why it matters
Understanding Cpk and Ppk can be challenging in process capability, especially if you don't work with them regularly. As a leading manufacturer of custom medical components for medical devices, we at Saint-Gobain Medical understand the critical nature of process capability in our industry. Our commitment to excellence is reflected in our rigorous application of Cpk and Ppk metrics to ensure the highest quality in our medical molded and extruded products. Let’s explore the significance of these indices and their impact on medical device manufacturing.
What is Cpk?
The Process Capability Index (Cpk) is a statistical tool that measures a process’s precision to consistently produce components within specified limits. It focuses on the process’s best potential performance by evaluating the minimum variability during short-term trials. This index is pivotal for manufacturers like us, as it represents the highest standard our processes can achieve without considering long-term factor drifts.
What is Ppk?
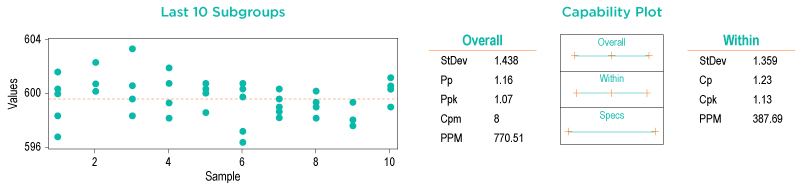
In contrast, the Process Performance Index (Ppk) gauges the overall consistency of our manufacturing processes over an extended period. It encompasses the total variation, including any shifts or drifts, providing a comprehensive view of our long-term process stability. This index is crucial for assessing the actual performance of our processes and ensuring that our medical components meet the stringent requirements of the healthcare industry. Please reference Fig. 1.
Deciphering Cpk and Ppk: Why it matters
Understanding the nuances between Cpk and Ppk is essential for us to work effectively with our clients in the medical field. It aids in establishing robust validation protocols, optimizing material lot sizes, and fine-tuning process conditions to deliver products that not only meet but exceed customer expectations. Please see Fig. 2.
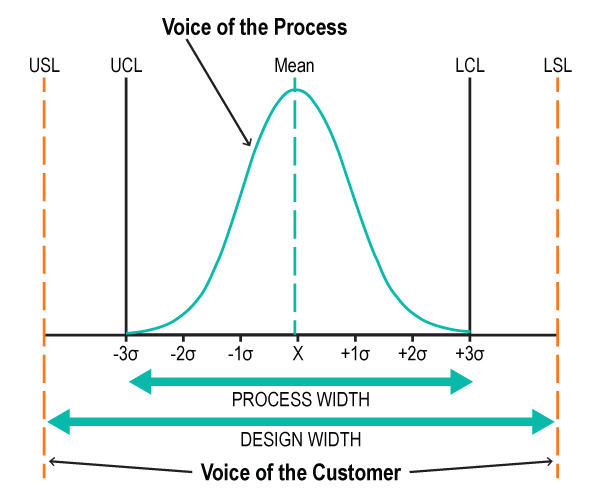
At Saint-Gobain Medical, we emphasize the importance of normal distribution and centered data in achieving successful process capability. These concepts are the cornerstone of our quality assurance strategy, enabling us to maintain our status as a process capability leader. Normal/centered shown in Fig. 3.

For a deeper exploration of Cpk and Ppk and their relevance to your medical device projects, we invite you to connect with our engineering experts. Together, we can navigate the complexities of process capability to achieve unparalleled quality and performance in medical device manufacturing.

How to make the right choice between high consistency rubber (HCR) and liquid silicone rubber (LSR)

What to consider when choosing a silicone molding partner for medical devices